为什么先搞清钻头种类再谈挑选?
很多师傅一上来就问“买哪个牌子”,却忽略了一个关键:不同材料、不同孔径、不同转速,对应的是完全不同的钻头家族。把种类先捋顺,后面的挑选逻辑才会清晰。
(图片来源网络,侵删)
一、钻头图片大全里最常见的五大类
1. 麻花钻:金属加工里的“万金油”
- 螺旋角:118°通用,135°更适合不锈钢
- 材质:HSS、含钴HSS、粉末高速钢
- 亮点:带TiAlN涂层的钴钻,干切不锈钢也不易烧刀
2. 木工扁钻:开孔快、排屑爽
- 中心定位尖+双刃口,打孔不跑偏
- 局限:只能钻通孔,边缘易毛刺
- 亮点:带可调限位环的扁钻,批量打家具铰链孔效率高
3. 混凝土冲击钻:石墙克星
- 头部Y型或十字型硬质合金刀尖
- 必须配合冲击档,转速低于1000rpm
- 亮点:四刃合金刀尖+U型排屑槽,打钢筋混凝土不卡钻
4. 瓷砖/玻璃空心钻:脆性材料专用
- 电镀金刚砂刃口,低速带水作业
- 45°倾斜起步防崩边
- 亮点:激光焊接金刚砂,连续打20个孔不掉砂
5. 多用途阶梯钻:钣金神器
- 一支顶多支,薄板一次成型去毛刺
- 限厚:不锈钢≤3mm,铝板≤5mm
- 亮点:双螺旋排屑槽+135°分屑角,薄不锈钢孔口光滑
二、如何根据材料快速锁定钻头?
自问自答:铝材打孔总粘刀怎么办?
选135°螺旋角、2刃、抛光槽的含钴HSS,配合皂化液冷却,转速降到钢材的60%,粘刀概率大幅下降。
自问自答:强化木地板打孔崩边怎么破?
先用木工扁钻预打通孔,再换倒角钻修边,或者直接使用带三尖刃的麻花木钻,中心尖定位+外刃剪切,边缘自然整齐。
三、尺寸与转速:90%的断钻都栽在这
- 3mm以下:转速≥2000rpm,轻压快出
- 6–10mm:转速1200–1500rpm,间歇退屑
- 12mm以上:转速≤800rpm,必须退屑冷却
- 亮点:每增大1mm直径,转速下调10%,扭矩上调15%
四、涂层到底怎么选?一张表看懂
| 涂层 | 颜色 | 适用材料 | 最高温度 |
|---|---|---|---|
| 无涂层HSS | 金属原色 | 普通钢材、木材 | ≤300℃ |
| TiN | 金黄 | 碳钢、铝合金 | ≤600℃ |
| TiAlN | 紫黑 | 不锈钢、钛合金 | ≤800℃ |
| DLC | 黑灰 | 石墨、复合材料 | ≤500℃ |
五、实战:一张订单教你配齐钻头
任务:在3mm厚304不锈钢板上打200个8mm通孔,要求孔口无毛刺。
- 主刀:8×75mm含钴HSS-E TiAlN涂层135°麻花钻
- 辅助:90°倒角刀,孔口去毛刺一次完成
- 参数:转速1000rpm,进给0.08mm/rev,乳化液喷淋
- 寿命:一支钻可连续加工约300孔,200孔轻松完成
六、常见误区三连击
误区1:越贵的钻头越万能?
错!**钻石涂层钻头在木材上反而易崩尖**,因为木材纤维会撕扯脆性涂层。
误区2:冲击钻可以当电钻用?
关闭冲击档虽能钻金属,但轴承间隙大,孔径误差可达0.2mm,**精密件慎选**。
(图片来源网络,侵删)
误区3:小直径钻头要猛压快打?
3mm以下钻头芯厚只有0.5mm,**猛压直接断给你看**,轻压快转才是正道。
七、延长钻头寿命的3个细节
- 每钻5mm深,退屑一次,**温度瞬间降30℃**
- 冷却液对准刃口,而不是淋在工件表面
- 钻不锈钢时,**听到尖锐啸叫立刻降速**,这是烧刀前兆
八、进阶:如何看懂钻头包装上的神秘代码
示例:DIN 338 HSS-E-Co5 118° TiAlN 8.0×75
- DIN 338:德国标准,尺寸公差h8
- HSS-E-Co5:含钴5%高速钢
- 118°:通用螺旋角
- TiAlN:涂层种类
- 8.0×75:直径×总长
记住:**只要出现“Co”+数字,就代表含钴,数字越大越耐热**。
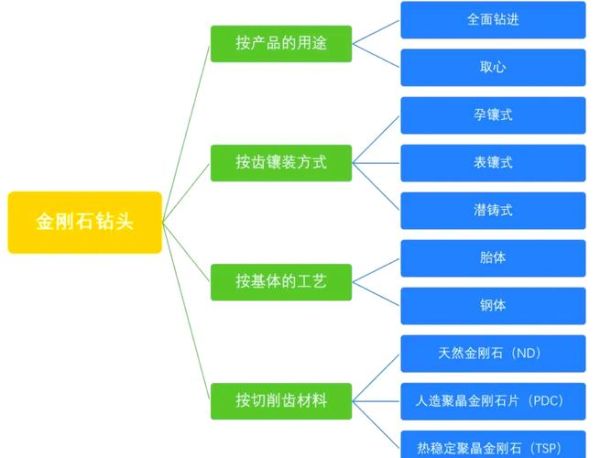
(图片来源网络,侵删)
评论列表